Монтаж ходовой части решетки
Монтаж ходовой части решетки начинается с установки заднего и переднего валов ходовой части решетки и выверки их горизонтальности, параллельности и положения в отношении оси котла. Перед установкой производятся ревизия и промывка подшипников валов и проверка расположения и крепления на валах звездочек и шкивов.
По выверке валов производится проверка легкости их вращения в подшипниках от руки, а затем на звездочки и шкивы валов натягиваются предварительно проверенные на подвижность в звеньях цепи. По установке и скреплении концевых звеньев цепей окончательно выверяется расположение звездочек на валу по торцевым зазорам между зубьями и всеми звеньями по длине цепи.
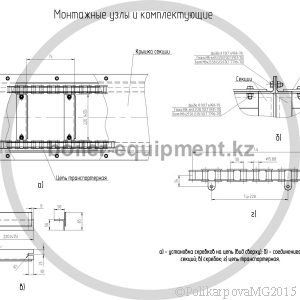
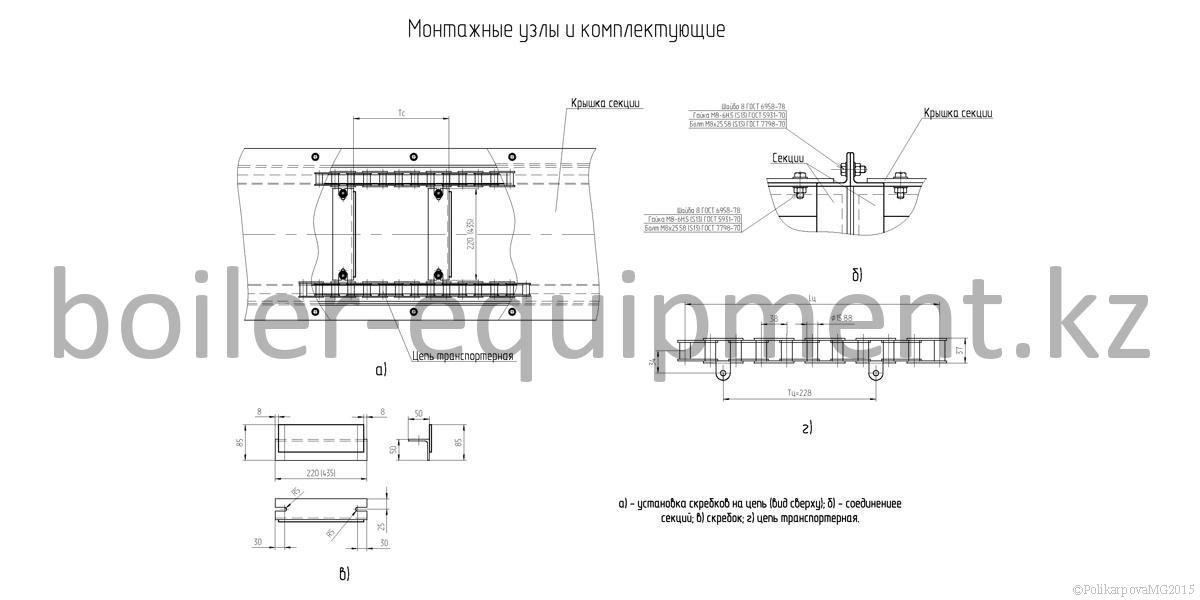
Перед установкой цепи проверяются по длине с допуском +8 мм, причем при монтаже их по соседству устанавливаются цепи наиболее близких размеров. Установка цепей ведется последовательно от одного края решетки к другому с параллельной установкой дистанционных трубок с чугунными роликами (фиг. 10-6).
После установки всех цепей и дистанционных трубок цепи стягиваются стяжными болтами.
После выверки зазоров путем медленного проворачивания решетки ее пускают вхолостую от редуктора (который к этому моменту должен быть закончен монтажей) на максимальной скорости с целью проверки ходовой части решетки.
Лишь после этого приступают к установке держателей, а затем к набору колосникового полотна. При этом хвосты держателей должны входить между большими звеньями цепи свободно. Закрепляющий держатели валик должен входить в отверстие в хвосте звена также свободно. Верхние плоскости держателей должны быть расположены на одной высоте. Установленные на держателе беспровальные колосники должны вращаться в гнездах совершенно свободно и иметь между собой зазоры, отвечающие размерам чертежа.
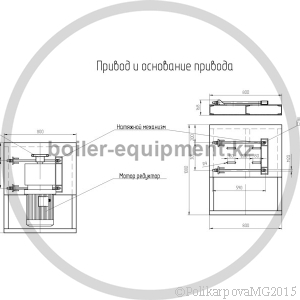
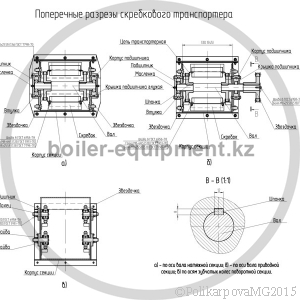
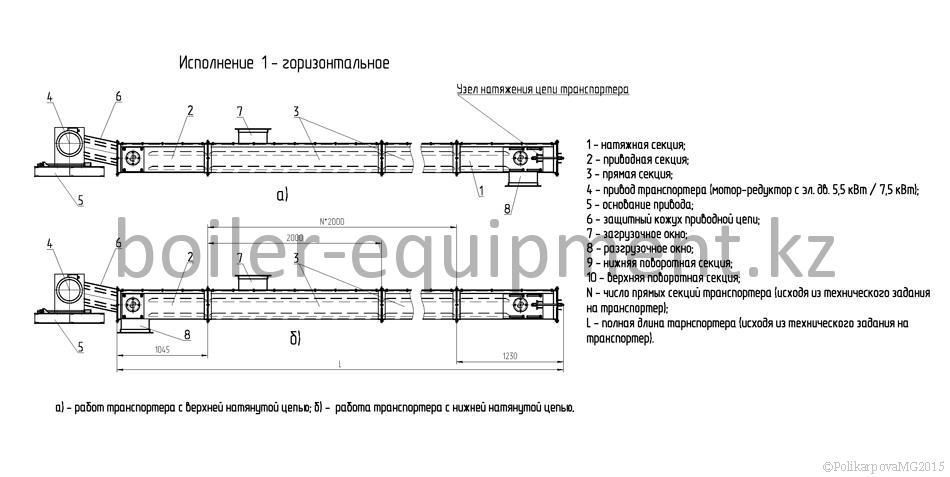
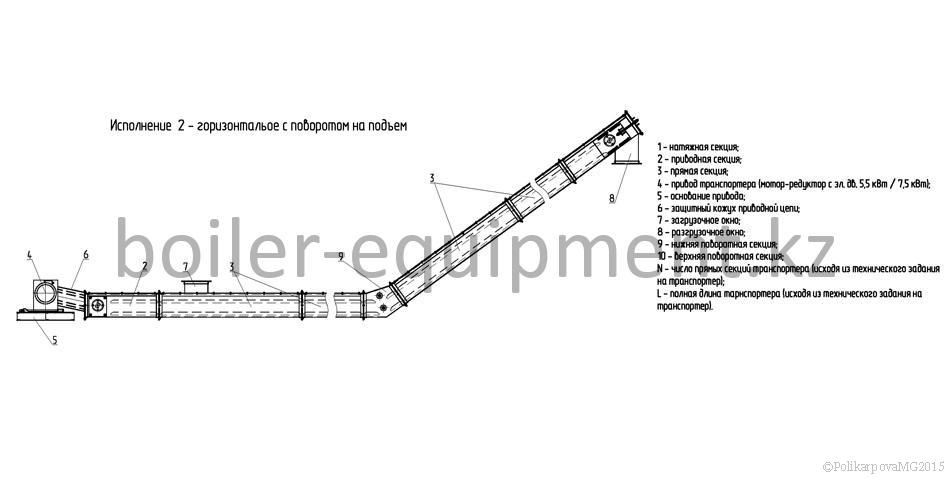
Чертежи